



%202.jpg?width=1200&length=1200&name=20210105_094429~2%20(copy)%202.jpg)



Optimizing Chemical Industry Efficiency With a 6k Gallon Reactor
Optimizing Chemical Industry Efficiency 6,000-gallon stainless steel reactor Dual-zone half pipe jackets Internal sparger for efficient mixing

|
Advancing Chemical Industry Efficiency
For more information download our FREE Case Study below:

|

Optimizing Chemical Industry Efficiency 6,000-gallon stainless steel reactor Dual-zone half pipe jackets Internal sparger for efficient mixing

Boosting Storage Capacity in the Chemical Industry Custom API-620 vertical tanks for energy sector 44,000-gallon stainless steel storage...
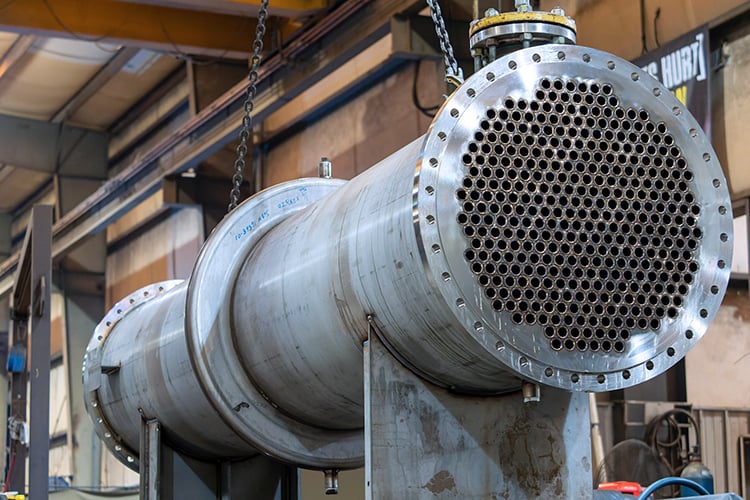
Horizontal Heat Exchanger Engineering Fabrication We recently delivered a horizontal heat exchangerfor a chemical additives manufacturer in...